



Encyklopedia wiedzy spawalniczej: krótka dyskusja na temat klasyfikacji
i procesy spawania laserowego
W produkcji przemysłowej spawanie laserowe jest od dawna stosowane w dziedzinach lotnictwa i kosmonautyki,spawanie o wysokiej precyzjioraz spawanie materiałów specjalnych. Wraz z rozwojem przemysłu i technologii, spawanie laserowe jest coraz częściej stosowane do spawania zwykłych materiałów. Dzisiaj omówimy klasyfikację spawania laserowego. Spawanie laserowe to wydajna i precyzyjna metoda spawania, która wykorzystuje wiązkę lasera o wysokiej gęstości energii jako źródło ciepła do łączenia materiałów. Ma wiele zalet, takich jak duża prędkość spawania, niewielkie odkształcenia, niskie wymagania dotyczące środowiska spawania, wysoka gęstość mocy, brak wpływu pól magnetycznych, brak ograniczeń dotyczących materiałów przewodzących, brak konieczności stosowania warunków próżniowych oraz brak emisji promieniowania rentgenowskiego podczas procesu spawania.
Spawanie laserowe można klasyfikować z różnych perspektyw:
- Klasyfikacja według trybu energii wyjściowej lasera:
- Ciągłe spawanie laserowe: Podczas procesu spawania powstaje ciągły i nieprzerwany kształt spoiny.
- Spawanie laserowe impulsowePonieważ energia dostarczana do powierzchni spawanego elementu jest przerywana, każda pulsująca wiązka światła oddziałuje na powierzchnię spawanego elementu, tworząc okrągły punkt spoiny. Różne parametry lasera pozwalają na uzyskanie różnych kształtów spoiny.
- Klasyfikacja według gęstości mocy skupionej plamki laserowej:
- Spawanie laserowe z przewodzeniem ciepła: Gęstość mocy jest stosunkowo niska, zazwyczaj poniżej 10⁵ W/cm². Laser przekazuje energię na powierzchnię spawanego elementu, podgrzewając powierzchnię metalu do temperatury pomiędzy temperaturą topnienia a wrzenia. Ciepło jest przekazywane do wnętrza metalu poprzez przewodzenie ciepła, tworząc spoinę, która jest podobna do spoiny wolframowej.spawanie gazowe (TIG).
- Spawanie laserowe z głęboką penetracją (spawanie z oczkiem): Gdy gęstość mocy lasera działającego na powierzchnię metalu przekracza 10⁵ W/cm², wiązka lasera o dużej mocy działa na powierzchnię materiału metalowego, powodując miejscowe topienie i tworząc „oczko”. Wiązka laserowa wnika do wnętrza jeziorka stopionego metalu przez „oczko”, tworząc spoinę.
- Klasyfikacja według trybu sterowania:
- Ręczna spawarka laserowa
- Automatyczna spawarka laserowa
- Maszyna do spawania laserowego Galvo
- Klasyfikacja według typu lasera:
- Spawarka laserowa YAG
- Maszyna do spawania laserowego półprzewodników
- Maszyna do spawania laserowego światłowodowego
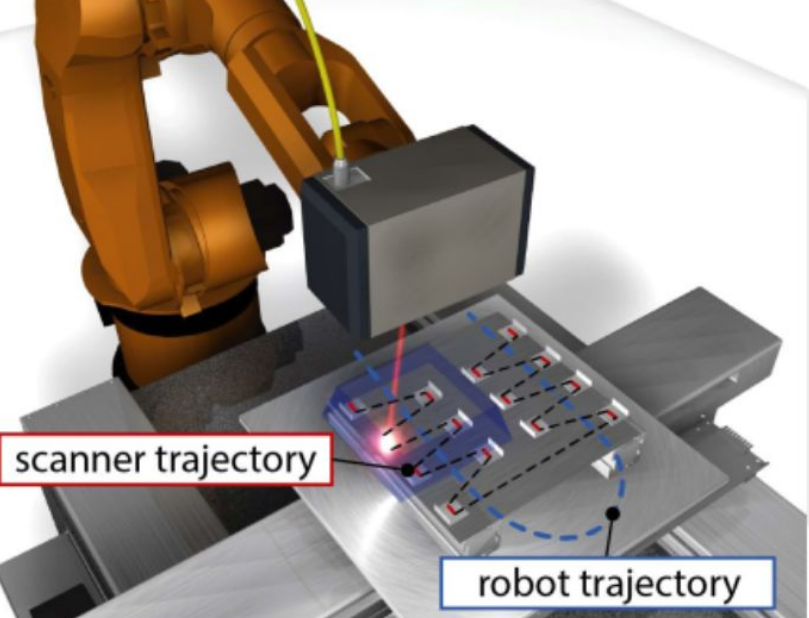
1. Latające spawanie laserowe
Latające spawanie laserowe łączy w sobie zalety spawania zdalnego, galwanometrów i manipulatorów. Wyposażone jest w profesjonalne oprogramowanie do przetwarzania grafiki, co pozwala na natychmiastowe spawanie wielotrajektoryjne w przestrzeni trójwymiarowej.
Główne zastosowania:
Jest stosowana do produktów takich jak nadwozia samochodowe, fotele i typowe części samochodowe. Pod względem materiałowym, może być stosowana do różnych materiałów, takich jak blachy stalowe, blachy walcowane na zimno i stopy aluminium, a także do materiałów kompozytowych i stopowych, takich jak stopy magnezowo-aluminiowe.
★ Zalety:
- Kompatybilny z dowolną formą spoiny
- Nadaje się do każdego kierunku spawania
- Zdefiniowany przez użytkownika rozkład spoin/punktów
- Zoptymalizowany rozkład naprężeń
- Możliwość szybkiego spawania punktowego, spawania liniowego, spawania zakładkowego, spawania doczołowego, spawania pachwinowego i spawania zakładkowego
- Synchronizacja w czasie rzeczywistym pomiędzy głowicą spawalniczą a robotem w celu przyspieszenia procesu spawania laserowego
- Mniejsze wymagania dotyczące powierzchni podłogi
- Niższe koszty utrzymania i logistyki
2. Spawanie laserowe spiralne
Jest to metoda spawania laserowego z oscylacją lasera dwuklinowego, realizowana poprzez zamontowanie specjalnego modułu wobble na głowicy spawalniczej. Umożliwia on skupionej wiązce światła utworzenie spoiny spiralnej podczas ruchu głowicy spawalniczej.
Główne zastosowania:
Spawanie zawiasów, wymienniki ciepła, wymienniki ciepła rurowe, spawanie grubych rur w przemyśle naftowym i gazowym, spawanie kołnierzy, spawanie stopów aluminium itp.
★ Zalety:
- Szerszy spaw
- Niezwykle wysoka powtarzalność przetwarzania/stabilność procesu
- Lepsze formowanie spoiny
- Prostsza obróbka końcowa i gładsza powierzchnia spawanego przedmiotu
- Doskonałe możliwości spawania stopów aluminium
3. Lutowanie laserowe
Lutowanie laserowe to metoda wykorzystująca spoiwo o temperaturze topnienia niższej niż temperatura topnienia metalu bazowego. Spoiwo jest podgrzewane do temperatury wyższej niż jego temperatura topnienia, ale niższej niż temperatura topnienia metalu bazowego. Ciekły spoiwo zwilża metal bazowy, wypełnia szczelinę złącza i dyfunduje do metalu bazowego, tworząc połączenie spawanych elementów.
Główne zastosowania:
Spawanie aluminiowych konstrukcji szkieletowych nadwozia, takich jak połączenia dachu ze ścianą boczną oraz drzwi.
★ Zalety:
- Redukuje wady czystego spawania laserowego, takie jak pory, pęknięcia i nadmierne odstępy między elementami produktów
- Poprawia wytrzymałość spoiny i zapewnia idealny ścieg spoiny
- Podczas lutowania topi się tylko spoiwo lutownicze, natomiast metal bazowy nie
- Niewielkie odkształcenie połączeń lutowanych, gładki i estetyczny wygląd, nadaje się do precyzyjnego spawania złożonych elementów z różnych materiałów
- Mała strefa wpływu ciepła i wysoka wytrzymałość na ściskanie
4. Spawanie laserowe drutem wypełniającym
Spawanie laserowe drutem spawalniczym to metoda wykorzystująca spoiwo z tego samego lub podobnego materiału co metal bazowy. Metal bazowy i spoiwo lutownicze są topione, a następnie utwardzane, tworząc spoinę.
Główne zastosowania:
Spawanie całościowych elementów konstrukcyjnych pojazdów i części samochodowych.
★ Zalety:
- Redukuje wady czystego spawania laserowego, takie jak pory i pęknięcia
- Poprawia wskaźnik kwalifikacji produktów spawanych i umożliwia nieznacznie większe odstępy między produktami spawanymi
- Podczas spawania metal podstawowy ulega stopieniu, a wytrzymałość spoiny jest wyższa niż wytrzymałość metalu podstawowego
5. Lutowanie oscylacyjne
Integruje funkcje kształtowania wiązki i śledzenia spoiny w jednym urządzeniu za pośrednictwem ALO3. Drut spawalniczy może służyć jako czujnik mechaniczny.
Główne zastosowania:
Lutowanie laserowe karoserii, w tym głównie pokryw dachowych i pokryw bagażnika, a także części samochodowych, jest powszechne. Wahania części i błędy w mocowaniach często znacznie zwiększają poziom trudności lutowania laserowego, co prowadzi do ekstremalnie trudnych napraw. Lutowanie oscylacyjne pozwala jednak na skuteczną regulację kierunku spawania. Dzięki funkcjom śledzenia spoiny i automatycznej kompensacji ogniskowej, wiązka laserowa jest łatwo kierowana i ogniskowana, a zmiany kierunku są realizowane w sposób automatyczny. Urządzenie charakteryzuje się wysoką automatyzacją, dużą prędkością spawania i wydajnością, co pozwala na utrzymanie wysokiej jakości spawania.
★ Zalety:
- Śledzenie spoiny w celu określenia trajektorii spoiny obrabianego przedmiotu w czasie rzeczywistym
- Adaptacyjna regulacja trajektorii spawania w trzech kierunkach XYZ w zależności od odchyleń przedmiotu obrabianego, w celu uzyskania dobrej jakości spawania
- Poprawia spójność procesu spawania produktów
6. Lutowanie trójpunktowe
Do soczewki dodawany jest moduł dwupunktowy. Podczas spawania, moduł trójpunktowy w optyce lutowniczej rozdziela jedną wiązkę na trzy wiązki, zapewniając rozwiązanie do lutowania blach stalowych ocynkowanych ogniowo i zapewniając płaskie spoiny bez pęknięć.
Główne zastosowania:
Lutowanie stopów aluminium w kolorze białym, lutowanie laserowe pokryć dachowych i pokryw bagażników, lutowanie części samochodowych itp.
★ Zalety:
- Bardziej stabilny i niezawodny proces lutowania
- Większa prędkość
- Większa wytrzymałość
- Lepsza jakość wyglądu spoin blach ocynkowanych ogniowo
- Proces czyszczenia on-line
- Dynamiczna regulacja energii
7. Spawanie hybrydowe wielodługościowe
Spawanie hybrydowe wielodługościoweto innowacyjny proces spawania opracowany przez firmę Lianying Laser. Nakłada on dwie wiązki laserowe o różnych długościach fali, dzięki czemu osie obu wiązek pokrywają się w przestrzeni. Laser o głównej długości fali jest wykorzystywany głównie do spawania, natomiast laser o wtórnej długości fali służy głównie do podgrzewania drutu spawalniczego i materiału bazowego, co zmniejsza tempo chłodzenia stopionego metalu w jeziorku spawalniczym. Jest on szczególnie odpowiedni do spawania stopów aluminium, magnezu, miedzi itp.
★ Zalety:
- Zmniejsza zawartość porów
- Zwiększa stabilność spoiny i wydajność spawania
- Skutecznie łagodzi naprężenia cieplne, redukuje pęknięcia, poprawia wytrzymałość spoiny i pozwala uzyskać spoiny o stosunkowo jednolitym wyglądzie
Podsumowując, obecnie, w całym przemyśle laserowym, zagraniczne technologie i urządzenia nadal zajmują wiodącą pozycję. Są one wszechstronnie zaawansowane pod każdym względem, od hostów laserowych i głowic przetwarzania optycznego, po urządzenia pomocnicze, takie jak agregaty chłodnicze, mierniki mocy, systemy monitorowania spawania, kontroli po spawaniu i kalibratory TCP. Krajowe przedsiębiorstwa dokładają wszelkich starań, aby nadrobić zaległości. Jednak w dziedzinie zastosowań spawania laserowego Chiny zbliżyły się do międzynarodowego poziomu zaawansowania, a wiele wysokiej jakości przedsiębiorstw rozwija się i osiąga doskonałe wyniki.
Czas publikacji: 05.09.2025











